Z punktu widzenia odbiorcy maszyny, nie mniej ważne niż skuteczne i efektywne działanie jest bezpieczeństwo ludzi pracujących w jej otoczeniu. Jest to szczególnie istotne w przypadku stanowisk zrobotyzowanych, gdzie zakres ruchów, prędkości posuwów oraz energia im towarzysząca mogą, w przypadku kontaktu bezpośredniego, powodować zagrożenie wystąpienia urazu. W celu uniknięcia takich sytuacji zastosowaliśmy szereg środków techniczny w tym elementy automatyki bezpieczeństwa. Do tak odpowiedzialnych zadań używamy jedynie komponentów Omron. W przypadku standardowych czynności operatorskich zabezpieczenie przed nieumyślnym wtargnięciem do strefy roboczej stanowi ogrodzenie wyposażone w drzwiowy wyłącznik bezpieczeństwa D4SL z funkcją ryglowania. Wejście do strefy roboczej – w celach porządkowych, konserwacji lub parametryzacji – możliwe jest jedynie poprzez wystawienie żądania na kasecie sterującej, co powoduje kontrolowane zatrzymanie stanowiska oraz załączenie odpowiednich sygnałów bezpieczeństwa robotów. W razie nagłego zagrożenia bezpieczeństwa pracujących ludzi lub prowadzonego procesu, aktywacja jednego z wyłączników bezpieczeństwa rozmieszczonych w kluczowych punktach maszyny, powoduje natychmiastowe zatrzymanie całego stanowiska. Wyżej wymienione funkcje są kontrolowane przez rozszerzalne przekaźniki bezpieczeństwa G9SA-501.
Użyte komponenty firmy Omron:
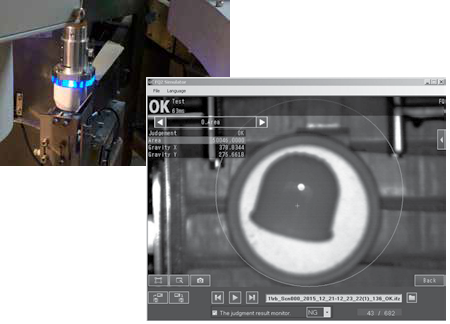
• czujnik wizyjny FQ2
• laserowe czujniki odległości ZX1
• fotoelektryczne czujniki obecności E3Z (R, IR, Laser)
• indukcyjne czujniki obecności E2B
• enkoder E6C2
• przekaźniki bezpieczeństwa G9SA-501
• wyłącznik drzwiowy bezpieczeństwa D4SL
• falowniki MX2


Tekst pochodzi z 5 numeru Magazynu Omrona.